主营:生物可降解薄膜、生物可降解胶水、可降解材料
19168903319





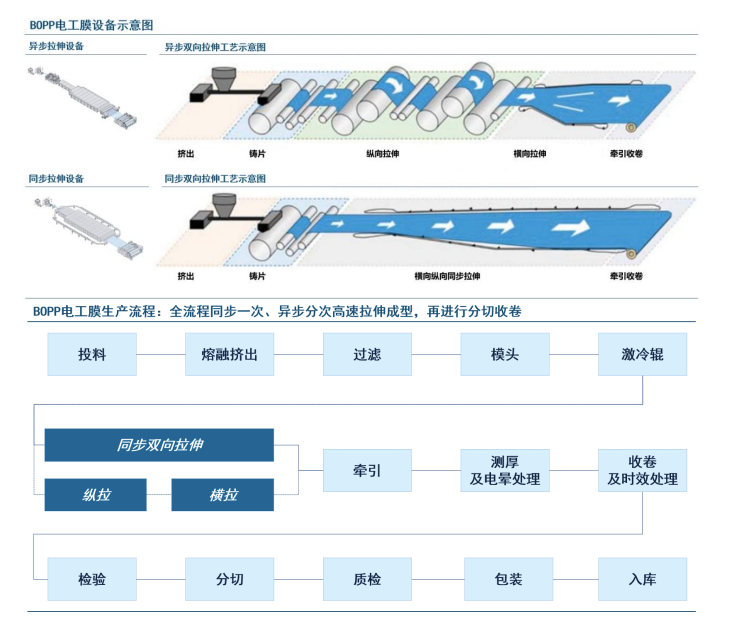
一、双向拉伸薄膜(Biaxially Oriented Film)
工艺核心:先将树脂熔融挤出成厚片,再在纵向和横向依次或同时拉伸,使分子链沿双向取向排列,最后热定型。常见品类有 BOPP、BOPET、BOPA。
优点
力学性能优异:拉伸强度、撕裂强度、挺度远高于流延和吹膜,薄膜不易破损,适合高速包装线。
光学性能好:透明度高、光泽度好,雾度低,外观质感佳,适合食品、日化的高档次包装。
阻隔性较强:通过双向取向优化分子结构,对氧气、水汽的阻隔性优于同类未取向薄膜;BOPA 还具备优异的耐穿刺和耐低温性能。
尺寸稳定性好:热收缩率低,印刷后不易变形,适合高精度印刷和复合加工。
缺点
设备投资大:双向拉伸生产线造价高,对工艺控制精度要求严苛,前期投入门槛高。
薄膜厚度受限:难以生产厚膜(通常厚度范围 10–50μm),无法满足重包装等厚膜需求。
耐冲击性较差:分子取向导致薄膜脆性增加,低温环境下易脆裂,不适合单独作为重包装或抗跌落包装。
无法生产热封膜:双向拉伸工艺破坏了树脂的热封性能,需复合热封层才能实现热封。
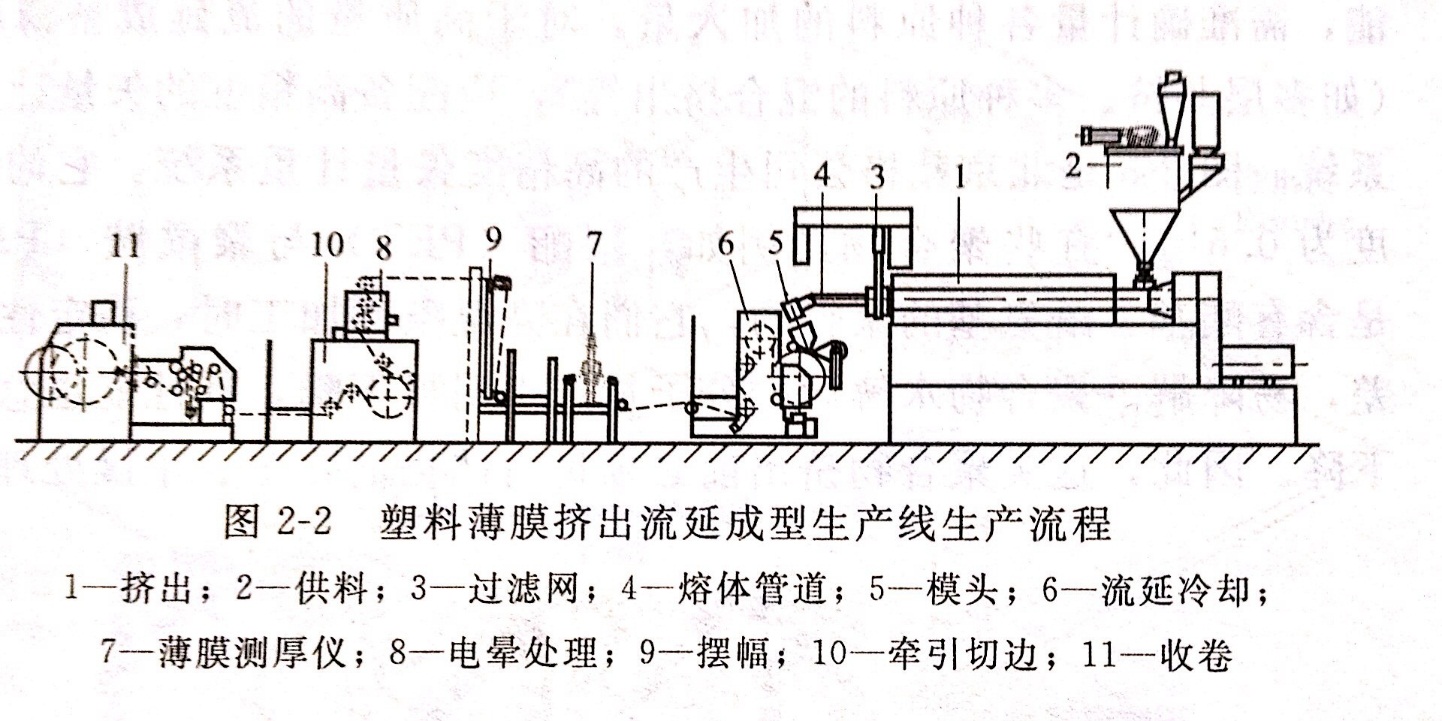
二、流延薄膜(Cast Film)
工艺核心:树脂熔融后从 T 型模头挤出,直接贴合在冷却辊上快速冷却定型,形成薄膜。常见品类有 CPP、CPE、C-PET。
优点
生产效率高:冷却速度快,薄膜成型周期短,可实现高速量产;幅宽可以做得很宽。
光学性能出色:冷却均匀,薄膜透明度高、雾度极低,表面平整光滑,印刷和复合效果好。
厚度均匀性好:模头挤出 + 冷却辊定型的工艺,能精准控制薄膜厚度公差,优于吹膜。
热封性能优异:无需复合即可直接热封,热封温度范围宽、热封强度高,是食品包装热封层的首选。
柔韧性好:分子无明显取向,薄膜柔软有韧性,耐冲击性优于双向拉伸薄膜。
缺点
力学强度较低:拉伸强度、挺度弱于双向拉伸薄膜,包装时易起皱,不适合高速自动化包装线。
阻隔性一般:未经过取向处理,对氧气、水汽的阻隔性不如双向拉伸薄膜,需通过共挤改性提升。
设备能耗较高:冷却辊需要持续低温,能耗比吹膜工艺高。
厚度范围有限:过厚的薄膜冷却不均匀,易出现晶点,通常厚度范围 15–200μm。
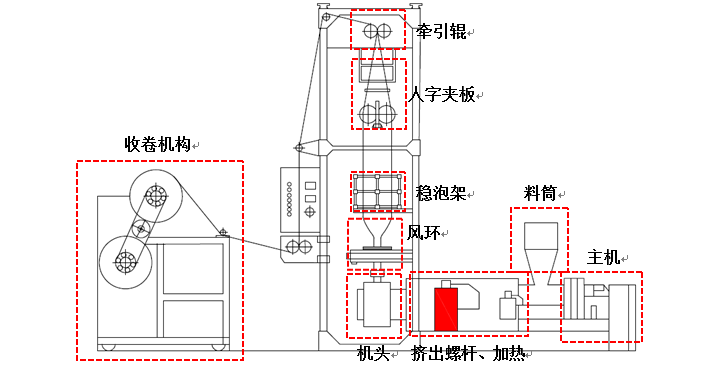
三、吹膜(Blown Film)
工艺核心:树脂熔融后经环形模头挤出,同时从模芯吹入压缩空气,使薄膜横向吹胀,再经牵引辊拉伸定型,形成筒状薄膜。常见品类有 PE 吹膜、PVC 吹膜。
优点
设备投资低:生产线结构简单,造价远低于双向拉伸和流延设备,适合中小型企业。
厚度范围广:可生产超薄膜(几 μm)到厚膜(几百 μm),还能直接生产筒状膜,无需制袋工序,节省成本。
力学性能均衡:薄膜具有一定的双向取向(吹胀横向 + 牵引纵向),柔韧性、耐冲击性好,抗穿刺能力强,适合重包装(如垃圾袋、购物袋)。
能耗较低:无需额外冷却辊低温系统,依靠空气冷却,能耗比流延工艺低。
原料适应性强:可使用再生料生产,降低原料成本,适合低端包装需求。
缺点
光学性能差:空气冷却不均匀,薄膜表面易有波纹,透明度和光泽度低于流延和双向拉伸薄膜,外观质感一般。
厚度均匀性差:吹胀过程中薄膜厚度受风压、牵引速度影响大,公差范围宽,不适合高精度印刷。
生产速度慢:空气冷却效率低,薄膜成型速度慢,量产效率低于流延工艺。
幅宽受限:薄膜幅宽受模头尺寸和吹胀比限制,难以生产超宽幅薄膜。

手机扫一扫
深圳凯峰 生物可降解膜材料批发生产厂家备案号:粤ICP备2021036003号
主营:可降解纤维素哑膜、纤维素防刮花哑膜、纤维素触感膜、PLA哑膜、PLA防刮花哑膜、可降解保护膜
全国热线:19168903319联系电话:191-6890-3319
邮箱:melissa@kfnmsz.com地址:深圳市福田区车公庙天安数码城天济大厦CD座3D01
工厂地址:东莞市寮步镇泉塘曲岭二路9号A栋3楼
版权所有:深圳市凯峰新材料有限公司



